 Series: BT*HYDRO
Series: BT*HYDRO

Representative image shown ⓘ
The image above is intended to represent the product series for illustrative purposes only. The actual product may vary.
Product Series Features:
- BT MAS-403
- Hydraulic Milling Chuck (Metric)
- High runout accuracy of < 0.003 mm
- For use in Reaming, Drilling, Finish Milling, and fine, accurate machining applications
- BT30/BT40 balanced G2.5@18,000 RPM
- BT50 balanced G2.5@12,000 RPM
- Chucking forces will be reduced by 25% when using sleeves
- *See Notes below
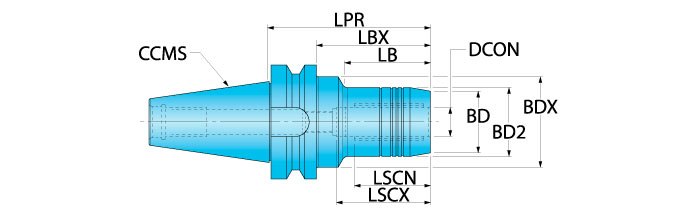
EDP |
Part Number |
CCMS Connection Code Machine Side |
DCON Bore Dia. |
LPR Protruding Length |
LB Body Length |
LBX Body Length Max. |
BD Body Dia. |
BD2 Body Dia. 2 |
BDX Body Dia. Max. |
LSCN Clamping Length Min. |
LSCX Clamping Length Max. |
DXF File |
STEP Light File |
STEP Detailed File |
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 4510021 | BT30HYDRO16X90 | BT30 | 16.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 34.00 mm | 38.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510059 | BT40HYDRO16X90 | BT40 | 16.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 34.00 mm | 38.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510099 | BT50HYDRO16X110 | BT50 | 16.00 mm | 110.00 mm | 45.00 mm | 72.00 mm | 34.00 mm | 38.00 mm | 80.00 mm | 42.00 mm | 52.00 mm | NA |
Notes:
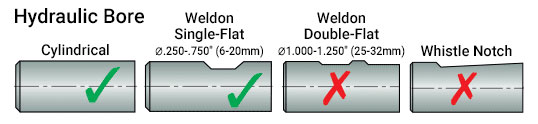
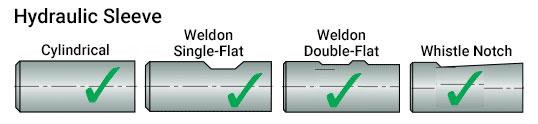
- Reduction sleeves are required for use with Whistle Notch & double flat Weldon shanks.
- *Images are a representation of the product series as a whole & therefore may not be an exact representation of a specific item.
EDP |
Part Number |
CCMS Connection Code Machine Side |
DCON Bore Dia. |
LPR Protruding Length |
LB Body Length |
LBX Body Length Max. |
BD Body Dia. |
BD2 Body Dia. 2 |
BDX Body Dia. Max. |
LSCN Clamping Length Min. |
LSCX Clamping Length Max. |
DXF File |
STEP Light File |
STEP Detailed File |
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 4559240 | BT30HYDRO10X64 | BT30 | 10.00 mm | 64.00 mm | - | 42.00 mm | 27.00 mm | - | 30.00 mm | 32.00 mm | 42.00 mm | NA | |||
| 4559241 | BT30HYDRO12X72 | BT30 | 12.00 mm | 72.00 mm | - | 50.00 mm | 29.00 mm | - | 32.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4559242 | BT30HYDRO14X70 | BT30 | 14.00 mm | 70.00 mm | - | 48.00 mm | 30.00 mm | - | 34.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4510021 | BT30HYDRO16X90 | BT30 | 16.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 34.00 mm | 38.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510022 | BT30HYDRO18X90 | BT30 | 18.00 mm | 90.00 mm | 52.00 mm | 68.00 mm | 36.00 mm | 40.00 mm | 42.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4559245 | BT30HYDRO20X90 | BT30 | 20.00 mm | 90.00 mm | - | 68.00 mm | 38.00 mm | - | 42.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4559238 | BT30HYDRO6X60 | BT30 | 6.00 mm | 60.00 mm | - | 38.00 mm | 23.00 mm | - | 26.00 mm | 27.00 mm | 37.00 mm | NA | |||
| 4510017 | BT30HYDRO8X64 | BT30 | 8.00 mm | 64.00 mm | 29.00 mm | 42.00 mm | 25.00 mm | 28.00 mm | 45.00 mm | 27.00 mm | 37.00 mm | NA | |||
| 4510056 | BT40HYDRO10X90 | BT40 | 10.00 mm | 90.00 mm | 44.00 mm | 63.00 mm | 27.00 mm | 30.00 mm | 50.00 mm | 32.00 mm | 42.00 mm | NA | |||
| 4559249 | BT40HYDRO12X90 | BT40 | 12.00 mm | 90.00 mm | 44.50 mm | 63.00 mm | 29.00 mm | 32.00 mm | 50.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4510058 | BT40HYDRO14X90 | BT40 | 14.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 30.00 mm | 34.00 mm | 50.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4510059 | BT40HYDRO16X90 | BT40 | 16.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 34.00 mm | 38.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510060 | BT40HYDRO18X90 | BT40 | 18.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 36.00 mm | 40.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4559253 | BT40HYDRO20X90 | BT40 | 20.00 mm | 90.00 mm | 47.50 mm | 63.00 mm | 38.00 mm | 42.00 mm | 50.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510063 | BT40HYDRO25X90 | BT40 | 25.00 mm | 90.00 mm | 55.00 mm | 55.00 mm | 46.00 mm | 50.00 mm | 63.00 mm | 48.00 mm | 58.00 mm | NA | |||
| 4502051 | BT40HYDRO32X110 | BT40 | 32.00 mm | 110.00 mm | 81.50 mm | 81.50 mm | 56.00 mm | 60.00 mm | 60.00 mm | 52.00 mm | 62.00 mm | NA | |||
| 4501242 | BT40HYDRO6X90 | BT40 | 6.00 mm | 90.00 mm | 43.00 mm | 63.00 mm | 23.00 mm | - | 26.00 mm | 27.00 mm | 37.00 mm | NA | |||
| 4510055 | BT40HYDRO8X90 | BT40 | 8.00 mm | 90.00 mm | 43.50 mm | 63.00 mm | 25.00 mm | 28.00 mm | 50.00 mm | 27.00 mm | 37.00 mm | NA | |||
| 4510096 | BT50HYDRO10X110 | BT50 | 10.00 mm | 110.00 mm | 44.00 mm | 72.00 mm | 27.00 mm | 30.00 mm | 80.00 mm | 32.00 mm | 42.00 mm | NA | |||
| 4510097 | BT50HYDRO12X110 | BT50 | 12.00 mm | 110.00 mm | 42.00 mm | 72.00 mm | 29.00 mm | 32.00 mm | 80.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4510098 | BT50HYDRO14X110 | BT50 | 14.00 mm | 110.00 mm | 42.00 mm | 72.00 mm | 30.00 mm | 34.00 mm | 80.00 mm | 37.00 mm | 47.00 mm | NA | |||
| 4510099 | BT50HYDRO16X110 | BT50 | 16.00 mm | 110.00 mm | 45.00 mm | 72.00 mm | 34.00 mm | 38.00 mm | 80.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510100 | BT50HYDRO18X110 | BT50 | 18.00 mm | 110.00 mm | 45.00 mm | 72.00 mm | 36.00 mm | 40.00 mm | 80.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510101 | BT50HYDRO20X110 | BT50 | 20.00 mm | 110.00 mm | 47.50 mm | 72.00 mm | 38.00 mm | 42.00 mm | 80.00 mm | 42.00 mm | 52.00 mm | NA | |||
| 4510102 | BT50HYDRO25X110 | BT50 | 25.00 mm | 110.00 mm | 47.50 mm | 72.00 mm | 46.00 mm | 50.00 mm | 80.00 mm | 48.00 mm | 58.00 mm | NA | |||
| 4510104 | BT50HYDRO32X110 | BT50 | 32.00 mm | 110.00 mm | 47.50 mm | 72.00 mm | 56.00 mm | 60.00 mm | 80.00 mm | 54.00 mm | 64.00 mm | NA | |||
| 4510094 | BT50HYDRO6X110 | BT50 | 6.00 mm | 110.00 mm | 43.00 mm | 72.00 mm | 23.00 mm | 26.00 mm | 80.00 mm | 27.00 mm | 37.00 mm | NA | |||
| 4510095 | BT50HYDRO8X100 | BT50 | 8.00 mm | 110.00 mm | 43.50 mm | 72.00 mm | 25.00 mm | 28.00 mm | 80.00 mm | 27.00 mm | 37.00 mm | NA |

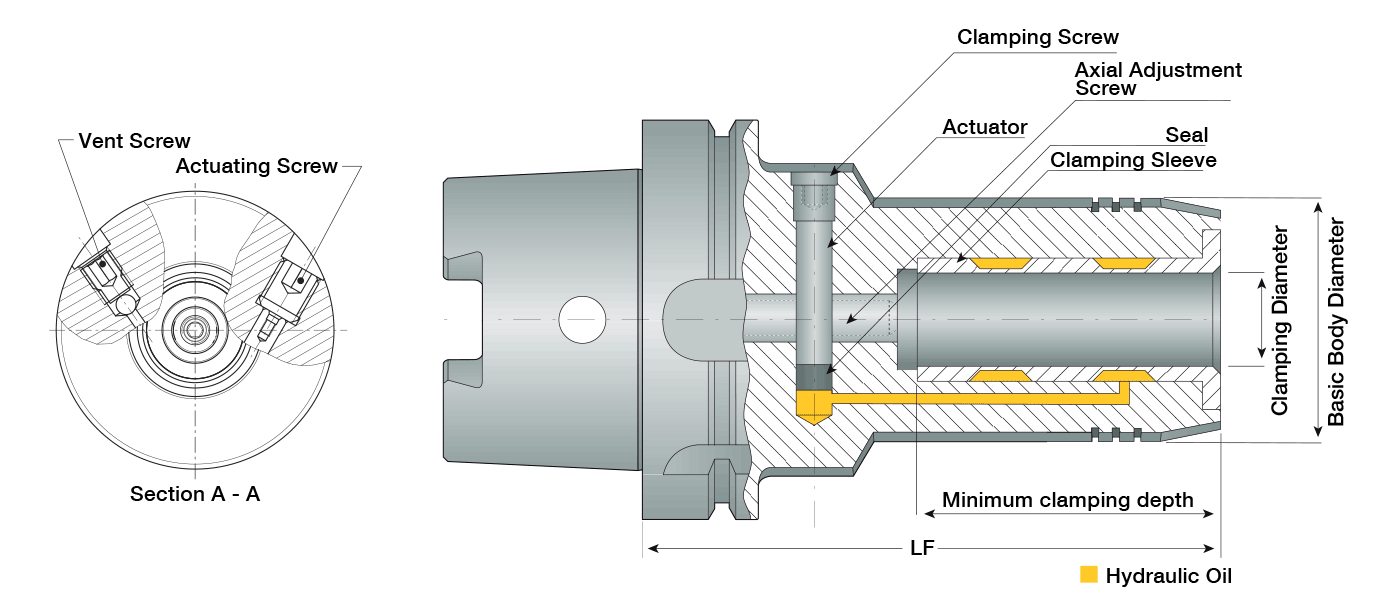
Hydraulic Chuck Operating Instructions
To ensure optimal performance and proper function of the hydraulic chuck, the use and care guidelines should always be followed. Tools with cylindrical shanks and shanks with one Weldon flat should have h6 tolerance. Tools with whistle-notch shanks or with two Weldon flats should be used in reduction sleeves to avoid damaging the chucking bore.
- The tool shank must be burr-free and free of dirt. Insert the tool shank up to the stopper, making sure that the minimum holding length is maintained. lf the minimum holding depth is not met, there will be a loss of accuracy, the maximum admissible torque will be reduced, and the tool holder might get damaged.
- The clamping screw must be turned in manually with an Allen key to the limit stop. DO NOT APPLY EXCESSIVE FORCE. Tightening torque: Max.10 N•m. Never actuate the actuation screw with a power screwdriver!
- Do not attempt to clamp the chuck without a shank inside, as this will damage the expansion clamping sleeve.
- To release the tool, turn the clamping screw in a counter-clockwise direction until tool can be removed. The clamping screw is not secured against dropping out!
- The vent screw of the hydraulic system is protected with a resin. Don't remove it!
- The use of flatted shank tooling can influence the balancing grade and run-out accuracy of the whole system
- Maximum speed must be reduced if longer, overhanging, or heavy tools and extensions are used. It is the operator’s responsibility to determine the reduction in speed required specific to the application.
- The balancing quality can also change with the use of long, overhanging, or heavy tools and extensions. It is the operator’s responsibility to adjust accordingly specific to the application
- Optimal operating temperature range is 68-122°F
- Max Coolant Pressure 1160 PSI
Care, Storage, and Maintenance
- The clamping bore and groove should be thoroughly cleaned with a solvent cleaning agent after every tool change.
- The entire surface of the hydraulic holder should be lightly oiled prior to storage to protect from corrosion.
- The hydraulic holder should always be stored in an unclamped position
- In instances of a high number of clamping cycles, high operating temperatures, and abrasive dirt or swarf, it may be necessary to adjust cleaning and lubrication of the clamping screw.
- For optimal lubrication, use of copper paste MOLYKOTE CU 7439 is recommended.
Section View
 (Click image to enlarge)
(Click image to enlarge)
(Click image to enlarge)Runout Accuracy

Minimum Torque Transmission
| Shank Diameter in / mm |
Torque ft. lb. / N•m |
Min. Holding Length inch / mm |
| 1/4" / 6 mm | 11 ft. lb. / 15 N•m | 1.063" / 27 mm |
| 8 mm | 18.5 ft. lb. / 25 N•m | 1.063" / 27 mm |
| 3/8" / 10 mm | 37 ft. lb. / 50 N•m | 1.26" / 32 mm |
| 1/2" / 12 mm | 81 ft. lb. / 110 N•m | 1.46" / 37 mm |
| 14 mm | 118 ft. lb. / 160 N•m | 1.46" / 37 mm |
| 5/8" / 16 mm | 177 ft. lb. / 240 N•m | 1.65" / 42 mm |
| 18 mm | 258 ft. lb. / 350 N•m | 1.65" / 42 mm |
| 3/4" / 20 mm | 295 ft. lb. / 450 N•m | 1.65" / 42 mm |
| 1" / 25 mm | 369 ft. lb. / 500 N•m | 1.89" / 48 mm |
| 1-1/4" / 32 mm | 369 ft. lb. / 500 N•m | 2.047" / 52 mm |
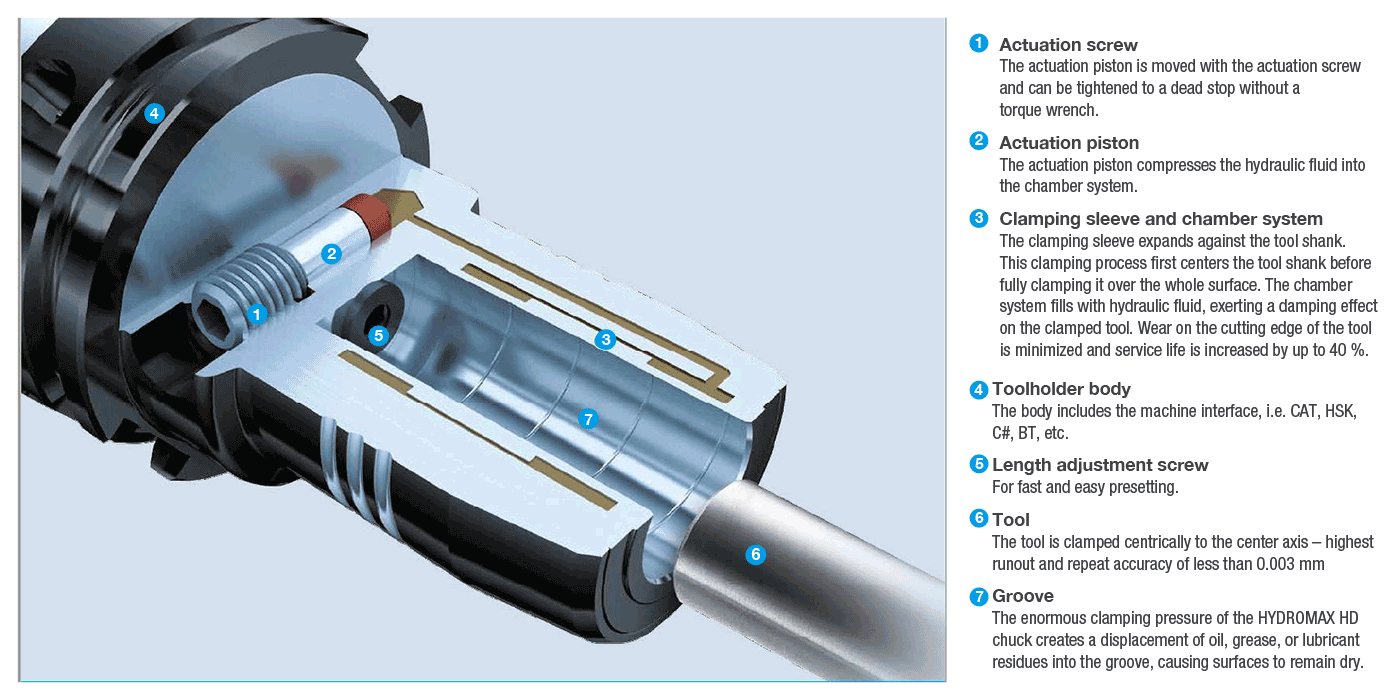
Cutaway View
 (Click image to enlarge)
(Click image to enlarge)
(Click image to enlarge)


