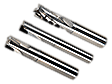
ChipSurfer
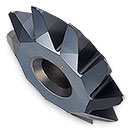
48D_RQ - 90° Variable Pitch Tip, SS & Hi-Temps
-
Ø.312-1.000"
-
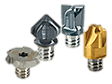
Chip Surfer Connection
-
6 Flute, 35°/38° Helix
-
.7xD Flute Length
-
Unequal spacing between flutes to diffuse vibration
-
Center Cutting
-
Corner: .015", .020", .030", .040" R
-
Ideal for Inconel & Hi-Temp Alloys